Inventory is a critical asset and a dangerous liability; Pointers for the COO to navigate inventory related decisions & actions for the unpredictable times (circa H1, 2025)
This AI generated podcast (using NotebookLM) is based on the text from the Zyom Blog, “Note for the COO: Inventory – the double-edged sword.” It highlights the criticality of effective inventory improvement initiatives, especially amidst market uncertainty. It emphasizes that while adequate inventory can be beneficial, excessive inventory quickly becomes a financial burden, particularly in channel-centric sales models where it can obscure underlying issues.
The author, Rakesh Sharma, stresses that inventory reduction is a strategic initiative, not merely a tactical task, leading to a structural capital advantage that frees up capital for growth. The article describes the “dual mandate” faced by COOs: balancing the need for sufficient stock to meet demand with the imperative to keep inventory levels low to minimize tied-up capital. Ultimately, it advocates optimizing connected operations management processes and increasing velocity of specific end-to-end Planning and Execution processes, to achieve significant capital efficiencies and a sustainable operating advantage.
The author advises caution in following sections of the podcast, since “process velocity” related points can be misunderstood in the AI-generated podcast.
from 6:00 to 6:43 from 7:32 to 7:40 from 8:08 to 8:18
Overall, the Author gives this AI-generated podcast high marks for capturing the key points, and worth a listen.
Please reach out directly through the Contact form provided at the bottom of the April 2, 2025 Zyom Blog in case of questions
The Balancing Act – Buffer to serve customer, vs trapped Capital (generated via GenAI)
Disclaimer: Google’s NotebookLM was used for creating this podcast, which is based on this Zyom blog
Technology driven transitions have a significant impact on companies, industries, and markets. This paper provides insights on preparing and executing effectively during such transitions. It analyzes the transition that the automotive industry is going through that has major risks and outsized opportunities. Two areas have been emphasized – operationalizing long-range planning and adapting structurally to market demand signals. The author outlines unique capabilities that Zyom specializes in to help companies navigate the complex and risky road ahead.
Technology driven transitions
All transitions, especially new technology-driven transitions, that are global in its reach, result in big risks, even for strong incumbents in the industry impacted by the change. Most of the risks are unknown, before the technology achieves suitable level of maturity for larger scale usage. Some can be existential risks.
However, in most cases, these transitions result in significant opportunities to create and carve out extremely large, market opportunities. A sizeable subset of these transitions have an outsized impact in altering user/consumer behavior in profound ways.
While there is a large body of work about the disruptive impact of new technology on companies and industries impacted by the change, most of it is focused on higher level competitive strategy.
While this is an important line of investigation, it suffers from a major shortcoming.
Far too often companies fall short in the vital area of executing – making their strategy operational. And this problem plagues larger incumbents who get knocked off their perch by these transitions, and strong, mid-size competitors alike.
This paper is a study of one of the most critical transitions that is ongoing in the automotive industry – from polluting ICE cars to lower-carbon alternatives – which is yet in its early innings. It offers new ideas and approaches for operations management to prepare, plan and execute during these transitions effectively and efficiently.
The points surfaced here can be utilized by cross-functional operations leadership (product, operations – sales and supply ops, and operational finance) for any other technology-led, large-scale transitions that are emerging or ongoing in any physical products industry.
Automotive – A massive, bumpy transition, a looming imperative
The automotive industry is in the middle of a massive transition. This has resulted in big risks, and sky-high opportunities.
A massive, seemingly irreversibletransition[1] is going on in the Automotive industry, starting with the large, well-capitalized economies– from legacy IC[2] Engines to Battery EV (or EV [3]) and other alternative energy auto options (hybrid, hydrogen, etc.), due to a confluence of many forces:
Adverse impact of fossil fuels on humanity’s well-being on a large scale – pollution, air-quality, grave hazards to ecologies and humans caused by oil extraction companies and ICE autos, which is also a key ingredient causing extreme climate uncertainty. In 2020, the transportation sector alone accounted for about 20 percent of global greenhouse-gas emissions (source: McKinsey, McKinsey__Study-on_the-future-of-mobility).
Resulting government regulations, along with controls, incentives and creative policies put in place by some of the largest global economy players and GHG[4] emitters – from EU to US to China, Australia, India, among many others.
Availability of suitable technologies & materials – Although technologies are still far from optimal – for instance, EV battery materials resulting in more mining, potential future conflict between energy and food supply chain needs[5], greater dependence on energy from utilities, most of which are still dependent on carbon-intensive/dirty carbon sources, the supply-side of these materials have scaled up significantly over the last 5+ years, so has driving range and charging availability[6].
Shift with bruising bumps in market demand[7] towards EV (and other low-carbon options), and away from the traditional ICE auto, despite higher prices of EVs/ alternatives versus ICE autos[8], near term demand slowdown notwithstanding.
A major transformation underway among legacy ICE auto-makers as they slowly but surely wake up to the serious competitive, potentially existential threats posed by the electric transition, as a means to cut emissions, the technologically smarter pure-play EV companies making it, and the rising public awareness around climate impact of ICE autos. Leading, pure-play EV makers, with their smarts in clean-sheet design in hardware, software, its integrated functioning, zero legacy operations baggage and consumer-friendly direct sales model, appear to have a sizeable lead over the legacy makers in engineering and manufacturing of EVs; as Jim Farley, CEO of Ford candidly admitted [9], not too long ago.
Lower complexity Bill of Materials (BOM), a transformed product – Despite challenges in manufacturing[10] EVs at scale and attaining suitable margins, from a BOM standpoint, the EV is a simpler, and in key respects, a superior product too – beyond being fossil fuel-free. In addition, with the EV, the auto is going through a radical transformation – from a mechanicals-heavy to an electronics and software heavy product.
Very Bumpy Transition guaranteed– As this paper was going to press (early January 2024) the drumbeat of downbeat and dismal news from the EV industry reached a high pitch. Demand for EVs appears to be stalling in the near term, down substantially from the rising trend that was emerging over the last 2-3 years (footnote#1). Legacy ICE automakers who had previously made bold commitments to allocate substantial resources to EV capacity, are reducing their EV commitments, often substantially (GM, Ford, etc.).
A sizeable number of legacy ICE automakers are instead cranking out more hybrids at the expense of EV’s to achieve their reduction goals.
The underlying EV technologies, and other ICE alternatives need to evolve and maturesignificantly and swiftly. Yet, it is clear to the informed consumer, especially those that can afford it, that they do not need a power station burning polluting fuel under the hood as they go from point A to B – the case with IC engines. For legacy ICE auto companies with significant direct emissions[11], transition to EVs and other low-carbon options, is a looming imperative.
In fact, this can be stated with a high degree of confidence[12] –for all ICE automakers, except very few, who started on their learning curve of EV operations a few years ago, the transition to a cleaner automotive technology, is an existential threat, as the inevitable shakeout takes place.
Planning & Preparing for the transition
So, how should the auto industry prepare itself for this transition – both the traditional ICE automakers and their younger EV rivals? Following are 2 key takeaways based on Zyom’s research and direct industry experiences[13] even if transitions were not of the same magnitude:
Operationalize Long Range (5+ years) Planning – From operational standpoint, most long-range business planning cycles range from 12 to 24-month (hi-tech, electronics intensive industries).
In many industries, the range stretched out much more due to the choking of supply chains during the recent covid-19 pandemic, ongoing significant restructuring & retooling of supply chains, and altered goods flows due to strategic concerns over potential or actual lost capacity and resources
These stemmed primarily from the unpredictable conflicts impacting several regions – namely, Russia’s ongoing attacks on Ukraine (harness makers), China’s aggressive territorial postures towards Taiwan (semiconductor chips, rare earth/ other key EV raw materials), the Israel-Hamas war (OPEC majors’ region).
Our investigations indicate a longer time range planning process is required.
No, long-range planning cannot eliminate uncertainties caused by such unpredictable events. This leaves a big question – how is this (long-range planning) different from Business Continuity Planning?
The key word here is ‘operationalize.’
Most long-range plans are basically of limited use, if not futile, since many of the key leaders who design and implement it – manufacturing and supply chain, sales, product-line management – realize, that planning for anything beyond 2 to 3 quarters, in rapidly changing, technology change intensive industries – is, at best a guestimate, in the worst case an output of little use – because plans beyond 2+ quarters are perishable, and it’s a fool’s errand to try and bring it back to life, or worse – modify those to utilize it in running operations.
Operationalize implies the ability of tying these long-range plans with plans in the tactical horizon (2-6 quarters out), ensuring these are not only tied with overall strategy, but also considers likelydisruptions along various operating links, nodes, peoples, and evolving economics – macro and micro – across business cycles.
This is where a complete commitment to cross-functional knowledge, and capability sharing and collaborative planning is required across supply chain partners (product enterprise – auto OEMs, in this case, and their key suppliers – Tier1, some Tier2, and others upstream), and across functions within the auto OEMs (Product Line Managers, Sales and Manufacturing/ Supply Chain operations, and Cost/Value engineering).
Shrinking Window of opportunity – Legacy automakers, in the US and EU especially, need to make concerted efforts in operational long-range planning, since their “window of opportunity” to stay competitive maybe smaller than they think (case in point – Labor strife at the Big-Three[14] in the US resulting in a 25% labor cost increase[15], EU mandates for 100% EV production effective 2035).
Pure play EV manufacturers in the US, EU and Asia, except a few[16], may also have a rough road ahead, with a smaller and potentially shrinking “window of opportunity” versus legacy, ICE vehicle makers, due to the intrinsic capital-intensive nature of the industry (requires significant capital investment up front in plant and equipment), and extrinsic factors such as – intensifying competition from current EV leaders (Tesla world-wide, BYD of China), structural debt-intensive nature of recent macro-economic revivals (post covid-19 pandemic) – elevated inflation and higher interest rates, which has dampened EV demand based on the latest data (footnote#1). Large EV markets, such as China, are facing severe slowdown in demand.
In addition, unpredictable geo-political trade impasse (e.g., US versus China, EU v. China) also threatens to severely constrain critical raw-material inputs, and choke EV trade volumes.
Governments & the long view – A key contributor to long-range planning are governments and their productive engagement with new industries. In large, well-capitalized economies that are relatively free of state-control (the US, EU, Japan), private enterprises are driving most of the innovation, with some government support (example, loans to EV, battery and charging infrastructure makers). Automakers in the US, EU and mature economies that are currently leading EV adoption have benefited from this.
Chinese automakers’ selling price for EV is similar to the prices European automakers sell ICE cars for!
However, these automakers will find their hands tied as aggressive overseas competition heats up. Case in point – Chinese automakers’ selling price for EV is similar[17] to the prices European automakers sell ICE cars for!
A chunk of this anomaly can be attributed to the command-and-control structure of China’s (and similar) economies which enables national “champions.” However, governments and industry leaders in the US, EU and other free economies will be putting the economic success of their auto industries at grave risk without digging deeper.
What has benefited such an anomalous success in economies such as China, is a very long planning horizon[18] (10+ years). This has enabled companies in these economies to scale, often quite fast, capture a significant share of the nation’s market, and subsequently expand globally as well. Case in point – BYD, which started as a battery supplier in the late 1990s to mobile phone makers, and eventually expanded into making EVs. As of Q4, 2024, BYD is the largest EV automaker world-wide, having recently surpassed Tesla.
Market Demand Signals – Big changes are afoot in this area, especially driven by the pure-play EV automakers. From a channel only centered (i.e., dealership only) demand generation and fulfillment model, to an OEM driven demand-gen and fulfillment model (via OEM showrooms, e-commerce website, etc.). This has profound implications for the OEM, and its supply chain, despite resistance to move away from the dealership model by large players[19].
The new model lends itself well to a BTO (build to order), or CTO (configure to order) model of managing manufacturing supply chains. This can be a significant game-changer for the auto industry. Like many other channel-intensive industries[20], auto industry has traditionally suffered from excessive supply clogging in downstream supply chain nodes – at dealers and distributors, who are the preferred, and often the only way, to fulfill end-customer demand.
The new model lends itself well to a BTO (build to order), or CTO (configure to order) model of managing manufacturing supply chains; this can be a significant game-changer for the auto industry
With the ability to switch to a more BTO or CTO centric model, and tightly aligning or cutting out the intermediary (dealership channel), demand generation and, end-to-end demand through supply planning, manufacturing execution and final customer order fulfillment is now the purview of the OEM. This will lead to much better visibility and better controls over finished goods stocks, long lead-time parts and sub-assemblies’ supply, faster feedback loops for corrective actions to be taken to right-size inventory, and get closer to the product mix that is selling in the market.
In addition, the virtuous cycle of rapid feedback on product options (options’ desired/ not desired/ hated) and rapid flow of product gaps/issues into product engineering, will provide a clearer line of sight on customer needs versus automakers’ aspirations.
With a clearer picture of demand, the industry can shift away from ‘Build to Forecast’ and all its ills (including, working capital tied up in dealer inventory) towards a primarily BTO/ CTO approach, and its virtuous cycle (lower inventory, better fulfillment, better understanding of customers’ product preferences, and perceptions).
Any residual capacity, if available at the end of a plan period (quarterly, every 6-months), can be used to build products that are in demand, or need fewer price-reduction type actions to move the inventory downstream from “stocking locations” to customers, or the capacity can be held back for vital upgrades and maintenance, or just planned downtime (theory of constraints and its virtues). In fact, even with rising demand, there may be a need for proactiveresidual capacity planning (à la inverse of “yield management” used in the airline industry).
even with rising demand, there may be a need for proactive residual capacity planning (à la inverse of “yield management” used in the airline industry)
A singular opportunity – Getting this transition right
History has some datapoints for us. At the turn of the last century (1880s to 1920s) the personal mobility industry in the US was going through one such major change (from horse drawn carriages to cars). From over 200 automakers, the field collapsed to eventually 3.
How did the last 15-20 dynamic automakers fall, leaving the field to the Big Three?
Better marketing, better manufacturing processes (Ford’s mass-production lines), better mix management (no options or very few), others? That maybe a topic for industrial historians to dive into. What is clear is that the Big Three were able to scale up their production effectively, meet the demand of a growing base of new consumers (sales, re-fueling and service), and do it all while keeping price points attractive, bringing increasing number of customers into the fold, and achieving and maintaining healthy profits.
Today (circa early 2024 and over the next 5-7 years), both legacy ICE automakers and pure-play EV makers face big challenges as they navigate this significant industry-wide transition.
Neither the incumbent ICE automakers, nor the disrupting EV makers have an unsurmountable advantage over the other, although select EV makers – Tesla and BYD – appear better placed.
This transition, like any transition of this magnitude, promises to be full of peril and near-term pain. However, there is an extremely outsized opportunity of industry-wide leadership for those that ‘survive’ this transition, achieve target unit economics to attain profitability, are able to sustain profitable operations, and the many unforeseen and un-plannable macro-economic and industry-wide disruptions that may surface, and throw the transition off course.
The grand prize is to be in the Big “x” (EV) makers (“x” being the unknown – will it be 3 in cars? 3 in pickups? 3 among truck makers, etc.). These handful will dominate the electrified (or alternate energy) vehicle future.
Automakers that effectively utilize these ideas, stay laser focused on mid and long-term profitability (2 to 10+ years), and ensure that in all major decisions they stay the course on ‘real sustainability,’ will ensure that they remain a force to reckon with for years, potentially decades to come. They will also play a vital role in the world’s safe transition towards net-zero and net positive environmental goals.
For the road ahead – A unique opportunity to gain an operational advantage
The transition and resulting changes expected in the automotive industry globally over the next 2-10 years will be complex and fraught with risks. This transition will be anything but linear (maybe, sizeable transition from ICE to hybrids versus EVs comes first, EVs later).
Both legacy ICE automakers and EV pure-plays – will need to become more cost competitive, while doing a delicate balancing act – simultaneously ramping up volumes of some products (EVs, hybrids, etc.) and throttling down on other legacy ICE products, while meeting a myriad of other critical needs (investors, regulators, competitors, public and others).
This is a time for companies to lean on specialists.
Zyom specializes in providing the most cost competitive operations management support system that has directly supported companies in industries going through transitions. How?
Zyom specializes in providing the most cost competitive operations management support system that has directly supported companies in industries going through transitions
By helping companies effectively utilize their cross functional operations teams, starting with manufacturing and supply chain operations, pinpointing specific areas of operational improvement, and implementing the needed capability in full. In many cases, this has resulted in a significant operating advantage – making companies among the most cost competitive in their industry, while balancing the needs of being demand responsive with progressively increasing volumes.
Industry leading results – briefly
Utilizing Zyom’s capabilities, a networking infrastructure provider in a new vibrant industry segment, achieved 10x the scale (volume shipped) within 4+ years, while achieving and staying profitable, and becoming an industry benchmark for cost-competitiveness in the process.
A Fortune 100 electronics industry leader radically redesigned their cross-functional processes utilizing Zyom to minimize inventory related costs, in response to a single product transition resulting from new technologies that had cost the company $10s[21] Million.
Ready to get into the Driver’s seat?
What makes the set of capabilities that Zyom equips its customers with unique are its innovations in these distinct areas:
Closed loop operational planning and execution
Product and Operations cost optimization
Smart collaboration across functions and value networks
The capability set delivered is based on the specific transitions and changes the companies are planning for, or faced with, yet general purpose to evolve as needs evolve. Utilizing these, Automotive and other physical product companies can focus on specific, tailored capabilities to attain, maintain, or sustain profitable operations.
Ready to gain an operating advantage, or just get a copy of the Paper from which the above information is extracted, please reach out to the author via comments, or via https://www.zyom.com/contact.php .
Automotive companies, seeking profitability at scale, will gain a unique operating advantage, while navigating the ongoing transition – the twists and turns in the road ahead.
[1] As an early draft of paper went to press (Dec, 2023), news was pouring in about a potential slowdown in EV adoption in the US; click here for more: Why America’s Car Buyers Are Rethinking EVs, Bloomberg, Jan 2024
[2] IC = Internal combustion (as in IC Engine) or fuel-burning engines
[3] EV (or BEV) = Electric Vehicle (aka, Battery Electric Vehicles)
[4] GHG = greenhouse gases; the ones that trap heat causing climatic temperature rise over time
[20] Parallels with the channel-inventory intensive nature of Computing (PC) industry of 1990s are worth noting; Dell raced ahead utilizing a ‘Dell-direct’ model leaving larger incumbents – HP (Compaq) and IBM behind
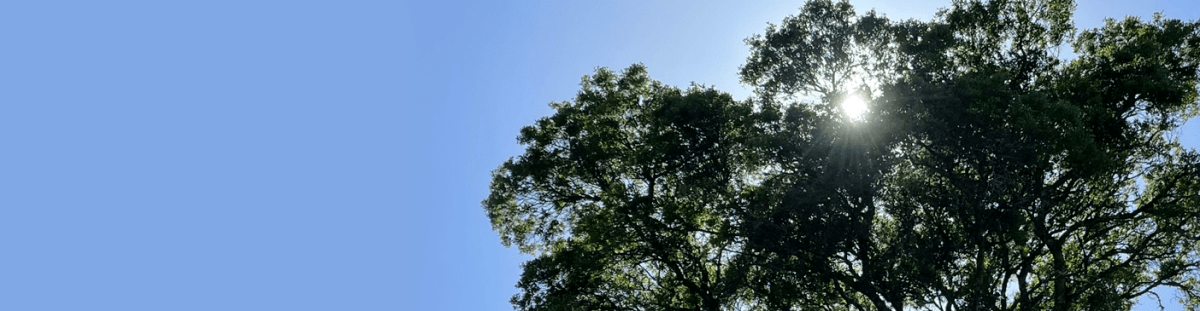
As companies grow, they face a different type of ‘growing pain’. Growing number and size of spreadsheets managing critical operational data, plans, decisions and more. We call this “spreadsheet sprawl”. Users and senior operations managers across functions have to be careful that this growth – in spreadsheets – is managed carefully. Left unchecked, this can lead to a breaking point after which the spreadsheets that previously supported operations can become a ‘burning platform’ – leading to severe unproductivity of key team members (planners, procurement specialists, managers) and far worse – direct, detrimental impact to the company’s operations. This Implementation Note draws from the Zyom team’s experiences to outline some early signs that such a breaking point is fast approaching, and what potential corrective action should be taken. And importantly, which remedial actions can make things worse.
Implementation Notes
As Supply constraints continue to wear down Operations teams across industries and the world –the last two years due to the pandemic, and recently with the invasion of Ukraine (in some industries), the last thing on Operations and senior leaders’ mind is the multifarious “spreadsheets” used by cross-functional teams (Supply Operations, Sales, Finance). Yet, our experiences have shown us that for companies that are growing, moderately or geometrically, spreadsheets used in operations are precisely where you should train your team’s attention to, for some key, quick wins.
“Burning Platform” & the ‘breaking point(s)’
In any growing product company spreadsheets are used, especially in the early, tentative stages of growth. Left unchecked, the number and size of spreadsheets start growing rapidly (we call this “spreadsheet sprawl”), often reaching a breaking point at which point it can quickly become a “burning platform”[1].
Why “burning platform”? Excessive reliance on spreadsheets beyond a critical “ point” starts negatively impacting the immediate users (planners, procurement), and downstream management users who rely on data for planning and decision-making. That’s not all. There can be more serious knock-on effects to a company’s operations[2] if spreadsheets are not reined in at the right time.
This note focuses on identifying some key* symptoms and early signs that your company maybe close to the breaking point of spreadsheet sprawl, and course-correction is needed quickly to avoid potential operational disruptions. This is also a cautionary tale for leaders in enterprises (Sales, Operations, even the COO) that using overextended spreadsheets is one of the ‘growing pains’ that you want to nip in the bud.
This is also a cautionary tale for leaders in enterprises (Sales, Operations, even the COO) that using overextended spreadsheets is one of the ‘growing pains’ that you want to nip in the bud.
* for a comprehensive list please reach post a comment or reach out to Zyom (contactus@zyom.com)
how companies approach the spreadsheet “sprawl” Breaking point
Large, Functionality “heavy” spreadsheets that keep growing – Spreadsheets that are increasingly consuming more time – of cross-functional Planning and Execution team, especially those responsible for Demand Planning & Supply Chain operations functions, and space – on computer, network drives, cloud storage, etc. Sometimes these spreadsheets can even slow down users’ computers. Questions to ask: Is it taking a long time for your spreadsheets to load up on your machine (including, machine becomes non-responsive)?
Are you spending a lot of time making sure spreadsheets don’t ‘break’? For instance – fixing formulas/ macros so spreadsheets do not break down when making changes (e.g., adding new products)? If this is the case you could be flirting with the breaking point of severe “spreadsheet sprawl”.
Top Analysts (Planners, et al) “running out of time” frequently when trying to get their jobs done – A key feature of this early warning sign is – a lot of time spent “maintaining spreadsheets” and too little time to conduct “analysis” on the numbers. As a younger product company, you can afford to get going with spreadsheets for critical operations data, while the company is still ramping up (number of products sold, the number of sales geographies, etc.). However, there comes a time when a lot of time is being spent “setting up” the spreadsheets even before any analysis, planning or results (e.g., reports/ charts) can be generated.
For example, if you were to identify a discrete ‘operations’ job’ – say, ‘setting up all SKUs/ FG items’ to conduct supply planning for a new planning period, and it takes you more than 30% of the total time in setting up the spreadsheets, versus conducting the analysis/ generating plans , other key outputs, then it may be time to let go of the spreadsheets and knock on your leader’s door.
The actual % number may vary depending on your growth trajectory, and organizational + behavioral issues. Issues such as – a strong operations sponsor, a reasonable budget for operations automation, how secure users feel on their jobs (e.g., “as a ‘top planner’ will it appear that I’m slacking off? Should I put in another 3-4 hours to get this done, and not worry about bringing this issue up?).
Users “holding” on to their spreadsheets; IT team doesn’t want to “touch” the spreadsheets (“10-foot pole” rule) – Then there is the case of getting attached to spreadsheets. Users (on-the-ground planners, and curiously, even supervisors) may not feel like letting go of the spreadsheets. Perhaps due to the number of hours invested in their spreadsheet (or, number of companies traversed with those), and all the while it has stood them in good stead[3]. So, why toss it now? Ideally, they should run 2 sniff-tests. No, not someone else trying to “use” their spreadsheets, and resultant feedback. Here are the two:
Ask a senior/supervisor if they know a better way (or tool) – Experienced Operations leaders can help assess if the team is reaching the breaking point. Knowledgeable leaders know that ERP based automation is not the solution, despite the various ways in which ERP makers have “platform-ized” their solutions. Leaders with insight know that specialized planning tools (“Advanced Supply Chain Solutions” etc.) are expensive, and often hard to implement – especially, if offered by ERP-first providers. The best approach is to look for a “capability-specific” solution which is cost effective (industries served, operations models served). Best-of-breed “Planning” solutions are fair alternatives. However, this maybe an expensive route, and not provide flexible capabilities that you need.
Ask IT team member to ‘review’ your spreadsheets – At a small, dynamic company, a senior IT team member shared an anecdote which nails this point- ‘When [Lead Planner] wanted me to ‘take a look’ at their planning spreadsheets, to see if I could help with automation, I felt like saying– “won’t touch it with a 10-foot pole” (tongue in cheek).’ Implying, when the complexity and volume of the spreadsheets (number of sheets in a file, number of spreadsheets, formulas etc.) is enough to deter even the most intrepid IT folks, then you know you are closing in on the ‘breaking point’.
Large (and growing) Spreadsheets shared across functions & partners (suppliers, et al) – When planners/procurement team members in companies that make physical (hardware) products are dropping large and growing spreadsheets into “network drives” or over “MS-SharePoint” or over email (to share with partners outside their enterprise “four-walls”), or doing custom development in Google Sheets, then prudence and our experience shows, these team members are headed the wrong way, accelerating towards, instead of away from the breaking point. It’s time to pause and ask –
Have we (or I) agreed with any of the points above? If you have, then stop.
You maybe be shaving pennies (using spreadsheets) when you can turn on a dime, deliver outputs smart and fast (using a software system) and give your company a lasting operating advantage.
It’s time to quit the spreadsheet(s).
[1] users forced to “jump off” into new tools/ automation without adequate due diligence to assess needs and map to a superior solution
[2] Accuracy of Inventory, matching for Ops finance, among others
[3] There could be other reasons such as jaded in a previous role trying to implement automation which didn’t work
Parts are super critical. For Product companies the sum-total of all parts is what ensures that the product using the part is ready to make and ship.
Many parts shortages can be painful – economically, and what your logo stands for to the markets it serves, and needs to be attended to quickly but carefully.
This article starts with a short story (fiction) based on real life events, of a major planning dilemma – faced at the onset of the pandemic in the auto industry, and weaves its way across Billions of dollars lost in a short period of time by many companies. Not so for a few other industry peers.
Why? What happened?
This article underscores the critical role of operations planning and execution, and highlights key elements that can be learned, and applied quickly to improve the supply chains of parts (components/ sub-assemblies), ensuring uninterrupted supply, no matter what.
Parts, parcels and people – these three words pretty much summarize the biggest and sharpest pain-points that have come in sharp focus as global supply chain convulsions continue in the aftermath of the onset of the covid19 pandemic.
Sometime missing parts can make a hole in your plans to ship product. However, if parts shortages are chronic and unrelenting, it inexorably leads to big holes in a company’s revenue. Left unchecked, it can get quite grim.
This article is focused on Parts and cursorily touches on the “people” aspects.
Parts are super critical. For Product companies the sum-total of all parts is what make the product whole, and ready to make and ship. Parts shortages, especially those that have a big impact across many products are painful – economically, and what your logo stands for to the markets it serves. And it needs to be attended to quickly but carefully.
“A major Planning dilemma”: of wait & wants – A short story, an outsized impact
First let’s start with a story (fictional) based on real-life events. Its Q1, 2020, and the pandemic has hit the world – first landing in a few countries, it soon spreads like a forest fire throughout the world. In its wake, it leaves ports, factories and other nodes and links of the global supply chain frozen out.
Now, let’s hone in on one industry – the Automotive industry – that’s been recently feeling the tailwinds of growing consumer demand.
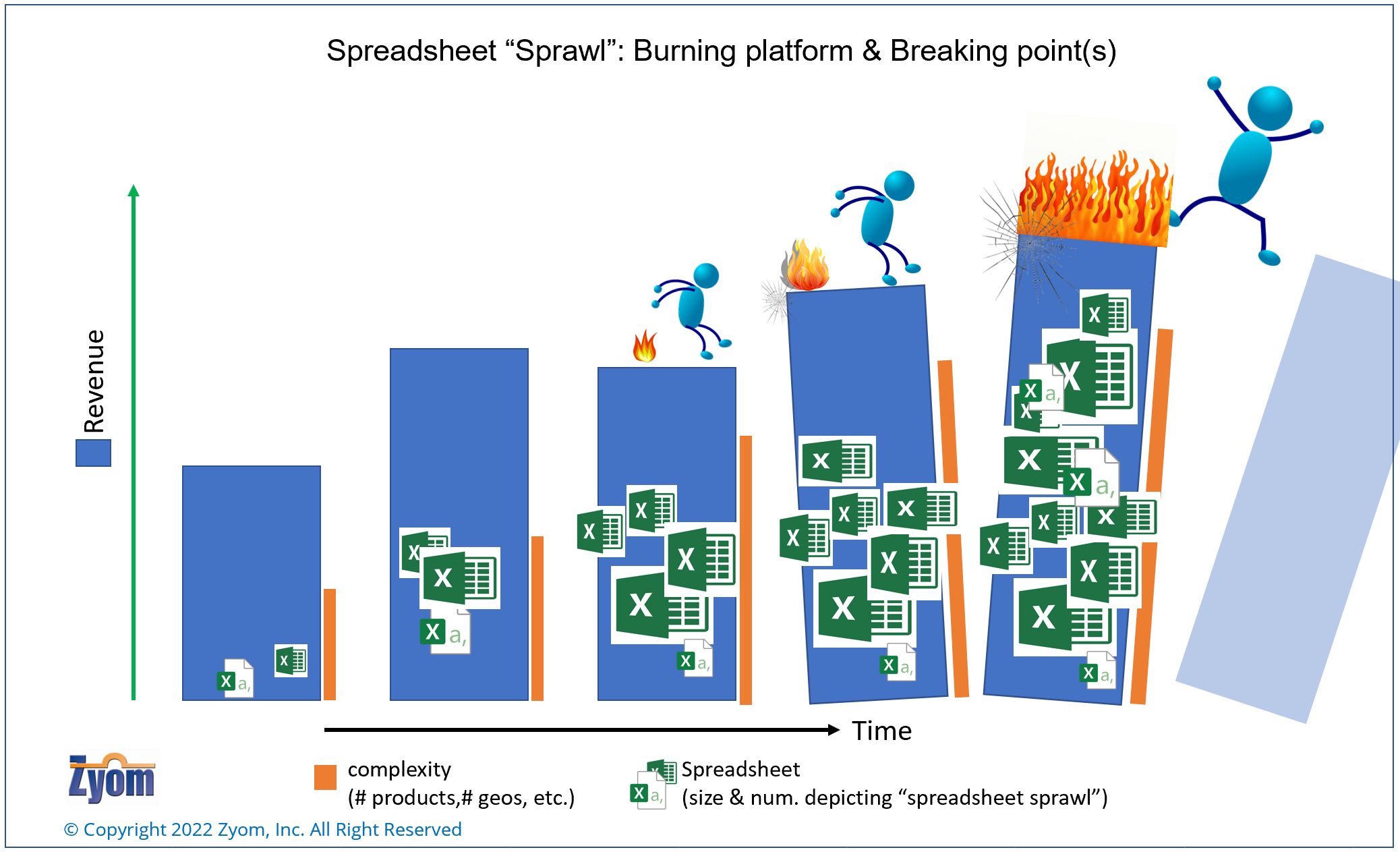
Jill, (fictitious name) head of Materials (parts, raw materials) Planning and Tier1 Supply, is feeling anxious. She brings this up again and again with her supervisor – the SVP of Operations at AutoMax1 – a traditional automaker (OEM) that’s been turning its fortune around over the last year or so. A simplified graphical representation of an extended supply chain with multiple tiers of supply is shown here for reference (Auto supply chains are extended, multi-tier manufacturing supply chains, excluding distribution-only nodes)
Jill – “..Bottom has fallen out of the demand .. what should we do with the open P.O.s to the Tier1 suppliers?”
After quick deliberations, spreadsheets and even looking at systems, a decision is made.
Managers (across functions) – “Let’s just cancel the orders”.
Jill – “All the open orders, or a few?”
Pause. More discussions. Deliberations.
Managers (with inputs from senior leaders) – “All”
..
All Q1 and a big chunk of Q2, 2020 turns out be worst case scenario for demand, as predicted. Auto industry demand crashes. Other peers of Jill, and the SVP Ops at other car companies largely take similar or same actions. ..
Its late in Q2, 2020, and an anxious Tier 2 chipmaker calls in and pitches a contrarian scenario –
Tier 2 chipmaker – “Demand’s picking up .. it may pick up too fast .. we don’t know yet. Do you want to reorder (your chips)?”
Again, long pause. Jill is not sure. SVP of Ops is torn. Even management is at sea.
Finally, they decide – “no Thanks .. we’ll wait”.
Not all agree, but they are not the assertive voice/s.
..
Its late in Q3, early on in Q4, 2020 and demand is indeed picking up.
Exciting news for AutoMax1 management? Not really.
Jill and SVP of Ops are super anxious. They may have shot themselves on both their feet with their decision a few months ago.
They have already been testing the waters, started communications with the Tier1s and some key Tier2 suppliers – the ones that make the microcontrollers, or get it manufactured by the Foundries. These are the chips that go into nearly everything in their cars.
Suppliers have NO inventory. Nothing meaningful for a very long time – months, probably quarters.
And the foundries are not heeding their (the Tier2’s) calls for help either.
AutoMax1 gets their COO (even the CEO’s ready) on the line with the Foundry chief.
COO – “You’ve gotta help us out .. we need to ramp up and need these chips now.. This can’t wait a week let alone the months that you are quoting us”.
Chip Foundry Chief – “Sorry, we are really super booked. We cannot even fulfill all open orders from (our larger) consumer electronics companies.”
“They came way before you .. placed hard orders, and reserved capacity”. In effect, giant chunks of capacity are now gone.
AutoMax1 COO – “what can you do?”
Foundry – “Nothing really in the near term .. nothing material for the next 2-3 quarters.. we’re nose to the grindstone getting these orders shipped .. we’ll call you as soon as we see capacity open up ..”
A Famine
And that pretty much sums up what happened to a giant chunk of the auto sector in the 2nd half of 2020, and Q1, 2021, leading up to the President of the US and heads of state getting involved in ‘battling the Auto chip shortage problem’. Nothing helped. Not for the near to fuzzy midterm[1].
The chip industry, a notoriously cyclical industry, with high booms and terrible busts in demand and pricing, with its gigantic, capacity-intensive fabrication plants (fabs) were booked solid with orders from the consumer electronics industry, that came way ahead of these auto orders.
In fact, these competing orders had a higher priority for the right economic reasons – higher margin consumer electronics orders, that use leading edge technology, versus the Auto industry that’s been on the lagging edge for a while. Lagging, despite the move to EVs accelerating – with Tesla et al. clearly gaining ground in the auto-market through their simpler, super popular EVs. Anyway, that’s for a later write-up, not this one.
What happened next is quite well known. A mini-nuclear winter of sorts for the auto industry..
Thanks to chip shortages painful shutdowns ensued, first by car category (with lower or lower margin demand), then multiple categories, then manufacturing plants, then entire groups of plants and virtually most (traditional) auto-maker plants across giant swathes of the US and Europe.
A Feast (almost) in other places
Meanwhile, over in Japan, Toyota is humming along – and by the end of Q1, 2020 even guided a rosier shipments (Revenue) picture for the whole year.
Tesla, a tiny dot in the auto-manufacturing firmament a few years ago, is growing shipments every quarter – still small compared with traditional car industry volumes – but ramping up seriously (roughly 80% volumes year over year). And they seem to be unfazed too. In fact, Q4, 2021 turns out be eye-popping one – Tesla shipping way more than anyone would have predicted.
And that’s what brings us to the $500 Billion dollar question[2].
What happened?
How could Toyota, a large automaker, be resilient throughout 2020 and early 2021 (some of the pixie dust appears to have worn off since)?
It’s after all a traditional automaker with plenty of gas-guzzlers in its portfolio (i.e., cannot participate in the EV spike in market demand).
What has Tesla learned about making cars, parts and sourcing for their factories which their 100+ year rivals with their huge volumes (i.e., purchasing power) have not?
Learnings
First off – No, this article is not about the auto industry, the EV leadership of Tesla etc.
This article is about finer operating points (operations planning & execution) that many, even with decades of supply chain and planning experience, appear to have missed.
A clear disclaimer – what’s written here is a hindsight-based learning, a post-mortem, not specific to any industry. Sincere attempts have been made to remove all hindsight bias.
No claims are being made by the author (or teams he works with) that they could have done a better job at ‘predicting’ the rapid downswing in the ‘early pandemic’ days, and the rapid upswing in demand soon after, for those sectors that faced what’s been described above (including the auto industry).
This article focuses on some key supply chain operating principles and practices that may have to be dusted off, looked at afresh if not challenged outright, and other evolving approaches to managing manufacturing-intensive supply chains.
Here are a few –
Identify key parts – This is not a straightforward exercise of looking at your highest dollar parts. What multi-variable analysis needs to be done to determine “key” parts? What additional ‘decision filters’ should be applied?
Use “lean signaling” not lean inventory approach especially for key parts – Ideally disintermediate your supply chain (i.e., reduce number of tiers) at least for the newer products, if you can. In either case – with long, extended supply chains (Traditional automakers like GM, Ford, VW et al.) or shorter chain ones (like Tesla), ask this: How can I rapidly collaborate (not just communicate) with my significant N tiers of supply (where N is 1, 2 .. whatever)? What are best (if not optimal) inventory levels for key parts made by the TierN supplier? Is there a better way than legacy tools (EDI, spread-sheets like MS-Excel, Google sheets, etc.)? Are internet-based supplier portals adequate?
Determine inventory levels for key parts – Toyota built strategic buffers for their key parts where and when needed. Toyota instructed its suppliers to carry months of inventory where previously they used to carry weeks’ worth only, the latter being in line with lean principles that is core to Toyota operations. How to determine what inventory levels are right? How & when to adjust? What analysis needs to be done rapidly? Which analysis can have longer cycle times?
Build real ‘relationships’ with suppliers (Tier2 and their sources, as needed) – Component (part) makers would love to work directly with the product makers (the ones whose logo goes on the product). This could be especially critical for mid-size and smaller companies that cannot command part makers’ attention via large, strategic buys. They know full well that one such wrong decision can put them into a deep working capital hole for a long time, or push them into extinction. Which component makers? What meaningful processes can you collaborate on? What are “must-haves” to make sure collaboration works (data, process, decisions, metrics)?
Plan for business continuity all the time – Business Continuity Planning (BCP) is not just for isolated worst-case events, such as the Fukushima disaster that froze auto supply chains, Taiwan earthquake that rattled consumer electronics – including the large behemoths. BCP is an ongoing process effectively used by those that are succeeding to secure the supplies needed, no matter what. How will you do this (process, people, parts, partners)? What parts to focus on? Which products? Which ones to defocus from?
Understand your key parts very well (passing acquaintance isn’t enough) – Get to know the technologies that go into your key parts, especially complex/ line-stopping ones very well (e.g., batteries for EV makers, microcontrollers for automakers, WiFi chipsets for wireless equipment makers, etc.). Build the technology skills needed so you can turn on a dime and change product design if a part’s supply shortage becomes persistent. Which technologies (chip design, etc.)? What skills? How to motivate learning?
Design for resilience and responsiveness – Back to the story above: Jill, the planning lead and her supervisor, the SVP of Ops were at a standstill and could not take decision to increase the supply even when the chipmaker dropped hints. There could be many reasons. Here are a few –
Role of planning in the org: does it have the right level of visibility and sway with the executive team? i.e., could they have pushed a more aggressive supply plan without being worried about untoward consequences (i.e., losing faith of the management, or worse)
Skills – Has Master Planning/ MRP/ Capacity Planning and related supply side operations planning skills been rethought through and retooled, especially for extended and evolving supply chains? Has demand planning been rethought through? Planning must be thought through for end-to-end Demand and Supply Planning. And then rethought through periodically in light of changes.
People-centered Processes and collaboration – Did AutoMax1 have a comprehensive process (including S&OP) which they could use to avoid bias? How good was their supplier collaboration to ensure clear supply signals – strong and weak signals (e.g., chipmaker signals noted above)?
Tools – What’s the burden of legacy? Were they going to war with bubble gum and duct-tape to put together their plans? Many legacy systems are a lot clunkier, difficult to use and error-prone, given cloud and internet-native tools can be designed and tailored for operations. And they suck up not only time but a lot of people too.
System – Were they educated about responsiveness which is not a demand side or supply side approach but an end-to-end approach? End-to-end from Demand through to Supply planning – not as ‘islands of Planning’. Execution signals have to be inbuilt into Planning.
Scaling mindset – A scaling mindset means looking at the future to be an opportunity to grow in a planned manner. How do planners avoid the “hunker-in-the-bunker” mindset that’s the default, especially in operations planning when faced with extreme uncertainty like what happened at the onset of the pandemic – circa Q1, 2020?
Question Assumptions
When faced with unprecedented uncertainty past assumptions have to be questioned.
Good planners know every plan has in-built assumptions.
Great planners know when to question those assumptions out aloud, so management gets it loud and clear. In the above case of Jill and AutoMax1, did they listen to the skeptical, dissenting voices among procurement and supply planners. The planners/ procurement team members may want to understand the signal better from the supplier/s (the chipmakers saying demand is ‘perking up’) before giving their procurement plans a massive haircut.
Great Operations leaders know Planning is a critical ongoing process that requires smarts and creativity, and focused attention of the top management (CEO, COO, Leaders of Operations and Sales, Products).
and,
The more inputs the better, especially from outside the 4-walls of the company, e.g., Sales channels, Suppliers, et al.
Most importantly, the age-old truism – not to be wedded to “a Plan”.
Plan, by its very nature is a point-of-time output of the process and needs to keep changing to support smart execution.
While nothing is better (for planners and senior strategists) than having a “run rate” product base to plan, those deep into planning and its subsequent execution, and have seen a few seasons (i.e., are experienced) know that ’stasis’ (standstill) is the absolute opposite of good planning – the wrong place to be. It’s after all a “rate”, i.e., change over time.
Companies that use this time of uncertainty to upgrade their team’s skills and equip themselves with better processes and systems based on learnings above will have all the pieces in place to go for a stronger rebound when demand turns around, and catch the downdraft in their demand much earlier, preventing grave preventable losses (E&O among others).
[1] Derivative of estimates the current size of the chip industry and the auto-industry losses
[1] Estimates vary from 2-3 quarters to 6-8 quarters out from late 2021
Acknowledgments:
The author would like to thank Colin Todd and Fred Harried for some of the learnings mentioned, and to all the (customer) colleagues at Cambium Networks for in-depth discussions and working sessions with Zyom on some of the topics mentioned in the article; All of the above contains copyrighted materials from Zyom Inc. Please acknowledge this when using any of the content.
Lead time metrics seldom gets senior leadership level attention outside of Supply Operations, until something blows up badly, such as the 2011 tsunami overwhelming Japan’s economy and its swift, cascading impact on automotive and electronics supply chains world-wide.
More recently, in the midst of the world-wide pandemic, there has been a spate of headline-grabbing bad news from large auto makers and other industries, all traced back to growing lead-time of parts/ component and products[i].
Auto makers, after seeing an unexpected surge in demand starting Q3, 2020, are now stuck in neutral, exposed to painful revenue and profit shortfalls due to semiconductor chip shortages over the near-term (calendar Q1 through Q2/early Q3, 2021), possibly longer – forced to idle factories and people, for months. Unexpectedly large (and growing) lead-time of critical parts are squeezing both top and bottom lines. All this at a time when auto, and other industries, are trying to get back to some semblance of ‘normal operations’ after intermittent and prolonged shutdowns earlier in the pandemic.
The current lead time debacle need not have been this bad, the pandemic and subsequent sharp surge in demand (across some segments) notwithstanding.
Lead time of products, key components and raw materials are critical variables which require timely and regular attention of (yes) CEO/ COO of any product company serving multiple geographies and relying on global supply networks. Now, with long and uncertain lead times in the form of persistent shortages, it has the CEO’s attention again.
How do we break out of this endless cycle of using lead time as a ‘reactive’ metric, and use it to gain an operating advantage?
What’s your Lead time? A Measurement Gap
Wildly swinging lead-times are usually the tip of the iceberg. Below the surface are many causal forces –
inadequate manufacturing capacity, new industries competing for scarce capacity and supply (e.g., auto industry vying for the same fab capacity used by electronics makers), or
gaps in planning and collaboration processes (with supply chain partners), missing system capabilities, or simply not knowing whatinnovations are available to tackle lead-time unreliability. This is the purview of this write-up.
One of the primary needs is the ability to measure the lead-time of products – quickly and accurately. To date, planners, buyers and analysts, even in larger, well-run companies find themselves leaning on spreadsheets and “notes” (from their latest calls with supplies) when asked –
“What’s the lead time of XYZ product?” – their own product, which is getting supply constrained.
Most often, the product’s lead time data in their ERP systems is dated. Makes sense – most of the lead-time info in their ERP system is supplied by the buyer/planner’s spreadsheet.
For component parts and critical sub-assemblies that are procured from suppliers, product companies are often totally dependent on the lead-time data they get from their manufacturing partners – CM[1] in hi-tech electronics product makers or Tier 1 suppliers in automotive and other manufacturing-intensive supply chains. With an arms-length relationship with the eventual parts’ suppliers (either Tier 2, or sometimes upstream), it’s not surprising that these numbers fed to the product companies can be dangerously stale.
Astute operations and supporting IT teams understand these gaps– that ERP is a system for ‘recording’ (storing) lead-time data, and not designed to measure lead-time. They need a different approach, different processes to capture this data quickly and accurately, and often, a new enabling system.
Astute operations and supporting IT teams understand these gaps – that ERP is a system for ‘recording’ (storing) lead-time data, and not designed to measure lead-time. They need a different approach..
Tackling unreliable Lead times – Focus on right Process & System
However, before embarking on a project to plug the gap – ‘fix lead-time’ data and systems, it’s important to identify any bottlenecks in the end-to-end processes from demand through supply planning and all the steps that lead to the subsequent shipments from suppliers. For supply chains that are impacted by long lead-times on components that are further upstream of their Tier 1 supplier (or CM/ODM[2]), analyzing this end-to-end process is just a start, and may not close the gap due to variability in component lead-times.
If you have not done this, it is best to wrap your arms around product lead times looking at processes and interactions with the immediate upstream tier of supply, at the get go – i.e., between the product company and its Tier 1 supplier (CM/ODM).
Once the process bottlenecks and disconnects are removed, the company is in a position to systematically measure the lead-time of their products from this vantage point (with Tier 1 supplier).
As soon as companies gain visibility and some control over product lead time, they can plan the more demanding and potentially uncharted territory of expanding these processes to include critical Tier 2 supply.
Design for Implementation and usage
Once process related constraints are identified and resolved (via suitable agreements with supply chain partners to share data), companies can proceed to the next step, namely – providing a system enabler that works in simple manner to capture lead-times.
Specialized solutions built on the cloud are ideal, since most processes are executed collaboratively. Ensure that the system is fast to implement and quickly gains traction with all users, including the supplier users. A “large, ERP mindset” (‘small army’ of people, ‘large’ implementation centered) and ‘hit-and-miss’ post implementation stabilization and usage, is a sure shot to an expensive failure.
Take the lead with your Lead time
A recent article outlines our findings of new approaches and innovations in process and system from younger, dynamic growing product companies that are successfully scaling operations while facing larger competitors, as well as larger technology companies with leading supply chain operations practices, both of which have navigated supply chain disruptions – large and small.
Use the information from this article to brainstorm with your senior leaders (CEO/ COO) specific areas that need to be re-thought through and acted upon, both at a macro and micro-process level
For example, in the case of macro-process, answer key questions such as –
How can product Lead times be measured systematicallywhich is closer to reality (if not real-time)?
What is the end-to-end process and supporting system needed that canmeasure lead-times accurately?
What is the end-to-end process and supporting system needed that canmeasure lead-times accurately?
For micro-process dive into specific processes and system changes that are economically implementable, such as –
A Lead-time review process to identify lead time outliers and take corrective actions rapidly.
Ideas from the above referenced article can help you define the extent of your lead time challenges and opportunities, providing you an outline of a few key process and system areas that need to be rethought, redesigned (as needed) and retooled. Use these to bring your lead-time picture into much sharper focus, gaining an operating advantage in the process.
Lead time requires focused leadership on process and system. Falling behind is not an option.
*Please email contactus@zyom.com with questions or additional information needs.
[2] ODM = original design manufacturer (using in hi-tech electronics supply chains)
[1] CM = contract manufacturer (in hi-tech electronics supply chain)
Making a company scale is vital. For hardware product companies (offering physical goods), this is especially key when technology is still in its early stages of adoption. Scaling early provides a solid competitive anchor in the markets they serve, making it harder for follow-on competition to achieve similar scale or size. Most research and case-studies have overlooked a very important piece of the scaling puzzle – scaling operations effectively and rapidly – both the Demand and Supply-side.
The author derives ideas and inspiration from an example of scale available to us in abundance – that of us, Humans, and attempts to answer the following question –
Why is it that some companies can achieve scale and grow, while others in the same or similar industry with promising products cannot?
Utilizing experiential evidence of scale from directly working with a company that scaled significantly in a short period, and utilizing direct and indirect knowledge from other companies, including past experiences, the author arrives at, what could be fairly counter-intuitive answers.
One specific capability in particular stands us in good stead.
What is this capability? How to develop & utilize this capability?
This article could give you some fresh ideas as you plan to scale in the new year (2019).
To Scale is Human – Evidence from the long arc of Pre-history
Travelling back into the mists of time, an alien would have wondered, looking at us – the Human species, whether we could even make it past a few millennia.
The Homo Sapiens were not the best equipped, the strongest, of great size or anything spectacular to have survived, let alone thrive on Planet Earth.
There were many competing “human like” species (Hominins), some stronger, many better adapted for the conditions they were living in (Neandertals in Europe, Denisovans in Asia, among others).
Somehow, we survived and they did not. Somehow, we were able to not only overtake the other Hominins on their home turf, but we went from strength to strength until, ours was the only surviving human-like species left.
Today, we dominate the planet, and have changed the geography of the planet, not just the history. When it comes to scale among living beings, there is no better example than us – Humans (1,6).
How did this come about? Many things appear to have happened along the way, corroborated by scientists. One in particular stands out – we gathered beneficial mutations – physical, cognitive and social – along the way.
While there are different views on how it came about –
the single most beneficial “mutation” that the H. sapiens evolved was the propensity for active collaboration with totally unrelated individuals.
This singular ability of ‘being able to engage with others in complex, social activities towards joint goals’ – scientists conclude – is one of the key reasons the modern human (H. sapiens) survived, outlasting other hominins (2,3).
So, how is this related to the operating success of the modern-day enterprise.
Using experiential evidence from a company going through critical phases of its development life-cycle, in a young market-space, we would like to share how this ability of being ‘peerless collaborators’ is a critical capability that separates the best run companies from the also rans.
Often product transitions in product companies lead to serious turbulence. In product and innovation driven companies – such as hi-tech electronics and consumer goods, this can become a traumatic experience with big tangible losses in excess & obsolete inventory & near-term lost revenue. The longer term lost market opportunities and customer goodwill can have a corrosive effect on its competitiveness. This need not be the case. This blog provides a case summary derived from a real-life Product transition experience at a dynamic consumer goods company, and what the company learned through a methodical postmortem collaborating with an external partner.
Often transitions lead to turbulence which becomes a traumatic experience for all involved.
This need not be the case. As a real-life scenario described below reveals, with a concerted effort a consumer goods company was able to figure out the causal factors which impeded the success of a product transition and how they could preempt it in the future.
The scenario and the solution approach have broad applicability in the hi-tech electronics and other product innovation-driven hardware industries as well.
Transitions are of various types – sometimes these are driven by technology-changes, sometimes due to competitor actions, and on other occasions due to product refreshes which may result in phase-out or reduction in volume of older products.
In this note we will cover the transitions that Product enterprises go through when they make major changes to their products or product lines in the context of this case.
Wipeout in Transition – A Consumer Goods Case summary & Key Takeaways
A large consumer brand faced the deadly effects of a product line transition that went totally off the rails. Upwards of $20MM (USD) in losses (inventory obsolescence and write-downs) were recorded.
Management recognized this event, and the fact that this was caused by a single product transition – in other words, a single product event. They wanted to get to the bottom of this fast.
There were hunches and hypotheses, but one of the key decisions made was – let’s have someone from the outside do an operational postmortem of what went wrong and determine what it would take to ensure this didn’t recur in the future. An intensely collaborative exercise with the external partners uncovered two major takeaways –
1) Trust factor depletion – there was a major erosion of trust between Sales and Operations (Procurement & Supply Chain Ops) that took place over a period of time in the recent past before the product transition debacle.
At that time, Product demand was perking up and was being diligently reported by Regional Sales teams, yet Operations apparently got cold feet when responding to the demand – not fully ‘comfortable’ with the ‘optimistic’ numbers from Sales. Shipment volumes were consistently lower than the order volume – resulting in long lead-times, ‘unhappy customers’ and potentially ‘lost sales’. While the part about ‘unhappy customers’ and ‘lost sales’ could not be conclusively established, it was clear that the Sales teams were unhappy with the lack of fleet-footedness on the part of Ops when demand “signals” from Sales were being explicitly communicated to them.
Sales made their displeasure with Ops clear to senior leaders. While such Sales-Ops mismatch on demand is not uncommon, the contentious nature of the recent Sales-Ops interactions and the fact that volumes shipped by Ops was always chasing the growing demand, made the pendulum swing too far to the other side when the next change hit, namely this product transition with several technology changes in the new product.
Takeaway: when the ‘trust gap’ between Sales & Ops grows noisy, it’s time for leadership to pay attention and act on the data-points.
2) A Transition Planning process and owner and a tool – Except for quarterly business reviews, Ops glitches – such as a missed delivery, or growing lead-times – rarely get top leadership’s attention, unless it directly impacts a large customer/channel partner or revenue. As such these operations ‘micro-events’ are stashed away in corporate (tribal) memory as one-offs with lessons learnt based on isolated reviews. This works for most garden-variety operational issues, most of the time. Not so for transitions.
Transitions are a critical time and a critical driver of future revenue from new products.
In the frenetic activity to launch a new product with new technology-set, a big process component was missed – How to plan the transition? What’s the ideal way to transition? What if things went off the ‘desired’ course – push-out of launch dates, lower shipments in channel than Sales plans? How to navigate the transition in such cases? Even experienced Ops teams often miss this. A conscious effort has to be made to chart out the transition process and more importantly all the moving parts involved –
What is the Product’s Transition Plan? When & how to change it?
Who is responsible for transition planning?
Whose inputs are needed when making changes?
How do changes affect decisions and plan? How to communicate decisions and plan changes?
Key Takeaways: First and foremost a Transition Planning process needs to be defined working across functions.
Next, the ownership of the Transition planning process needs to be clearly defined, including the cross-functional team members.
Finally, there is a need for a tool – a digital transition planning tool which companies can use to generate transition plans fast, plan & decide among different ‘What-if’ scenarios, re-plan in real-time if needed and distribute the resulting actions across all team members quickly so follow-up execution can be completed before it’s too late. A metaphorical surfboard to ride out the transitions.
Think about it. In day to day Operations, most of the planning resources and energies are deployed on products in various stages of volume production. However, for critical product transitions which can be a make or break for smaller companies, we think the same (Volume Production Planning) approach will do.
No it will not.
Product transitions have their own patterns and noise – as this company found out too late..
With careful thought, planning and attention of the right cross-functional team guided by Operations, companies can smoothly ride out a transition “wave” and catch the next one to go higher.
(Thanks to Alpana Sharma and John Duvenage for edits and organization)
Determining Demand – A hard problem. Reasons why this is hard problem. Why current systems are a bottleneck. Thinking anew about Demand and systems needed – in ever intensely collaboration-dependent enterprises & their value networks
A hard problem – What’s the demand?
Pinpointing what is the real demand that a product company has to build to – this is clearly one of the hardest Operating problems in the Hi-tech branded products industry. Let’s try to uncover why? Why focused energies need to be expended at the senior-leadership level to ensure that the right approach and yes tools are applied to solve this problem.
Different Roles, Different lenses
Experienced industry practitioners well know “Demand” for a company’s products may mean different things to different functions.
For the CEO this starts with the current and next year’s target, crystallized out of a periodic business planning cycle (Annual, Quarterly) into target Financial numbers (Dollar forecast) – often a range. In the best cases, this is arrived at collaboratively with inputs from Finance, Sales, Marketing, Product Engineering and Operations. Although, we have some data-points to believe that Operations maybe involved sub-optimally to the detriment of the company’s execution to its business plan.
For the Sales leader this means current Quarter’s & next quarter’s Sales forecast.
For Marketing, this is looking at Product Mix and plan based on product launches, transitions, events.
Engineering cares most about baking feedback from recent launches and providing reliable launch time-frames.
For the Operations leader and team this means determining – what is the net demand that has to be built and shipped in the current & next cycle (monthly, quarterly) and prepare in case demand flexes. In essence answer –
What is the net Demand that Operations needs to build or buy for?
As plan adjustments are made based on how Sales is tracking to their numbers and other factors impacting demand, Ops needs to answer – What to plan, source, procure, build, ship, deliver & manage the myriad changes to – so that quarterly financial numbers are met or exceeded.
Often, this is made harder by the fact that Operations are downstream recipients of the company’s Annual or Quarterly Plan, sometimes not pro-actively involved at the get-go in the business planning process.
Degrees of difficulty
What is the demand that Operations should execute to, becomes harder to answer due to many factors. Let’s consider these –
Young companies in a growth mode go through many changes rapidly – growing the number of products, establishing the number of Channels they sell through, the number of customers and countries they deliver to. This means that the structural value networks themselves are changing, sometimes quite frequently.
In addition, the demand from these different Sales channels and direct customers is fluctuating. By Sales Channels we mean all the indirect channels through which a company sells. This includes Resellers, VARs (Value Added Resellers), Distributors and VADs (Value Added Distributors).
A system to support Operations do this is very often the Achilles heel. Experienced Operations leaders know ERP provides valuable Supply data & some input data to determine demand, however they cannot depend on their ERP systems alone for fast and accurate planning and re-planning for Demand.
Demands thinking out of the box
ERP is not a panacea or cure-all. Most experienced Operations leaders know they have to think and act out of the ‘ERP box’ if they want to get to their demand picture quickly and accurately, in an environment where change is a constant.
Operations leaders know they have to think and act out of the ‘ERP box’ .. to get their demand picture quickly and accurately
To make this happen, experienced Operations leaders direct their teams to extract data from ERP, merge it with other data and intelligence from outside such as emails, in their own offline spreadsheets and then determine demand. However, they dread this and know fully well they can only go so far in managing their demand with spreadsheets.
Spreadsheets are errors prone and cannot be relied on for collaboration.
When any of the inputs change (say, inbound P.O.s), inputs that are needed to determine real customer Demand to be fulfilled – the spreadsheet(s) go through a domino effect and all numbers become incorrect instantly. The process to change the data in spreadsheets to re-compute demand is painstaking and does not meet the cycle-time or accuracy needs of growing enterprises in competitive markets where collaboration is a pre-requisite.
Operations teams need a specialized system. A system that can rapidly reflect all upstream changes (such as Sales execution, Marketing actions) impacting demand.
Operations teams need a specialized system.. added on top of ERP. .. cannot be done in your ERP system
As we head deep into Q4, the ability to rapidly generate “Demand for Build” reflecting changes and shifts is a critical one – and these capabilities need be added on top of your enterprise systems like ERP. It cannot be done in your ERP system.
Dynamic companies such as Ruckus Wireless, Aerohive Networks have done just that and reaped significant benefits. Implemented right, such a system can be a key factor in scaling operations, while facing changes that impact growing demand. How do we know this? We have provided the system for their Operations teams. Please pen down your thoughts below or reach out to us at Zyom. We would love to share more.
p.s. This blog post is dedicated to the memory of Doyle Westley of Aerohive Networks, a respected collaborator
As we prepare for another spin around the sun, we found it fitting to reflect back on 2013 learnings, and take a glimpse at our crystal ball for the journey ahead in 2014
Takeaways – 2 short stories
Thanks to interactions with our customers, partners and other practitioners, the year was chock-a-block full of learnings. 2 highlights:
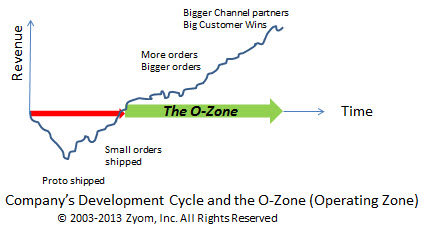
1) How does a young company know when they have entered the Operating or ‘O’-Zone? Over the last 4+ years we had the privilege of watching a company (Ruckus Wireless www.ruckuswireless.com) blossom into a significant player in a newer segment of the networking industry. As a solution provider, we have worked and thought hard about the development lifecycles of high growth, high change industries for over a decade, wondering how & when a company knows that they have come of age, or entered the critical ‘O’-Zone, as we define it. O for Operating. As defined in a previous blog (http://bit.ly/MemoToChiefExec ) young Product companies that enter the O-Zone see big changes- from shipping 10s or 100s of units a month of a handful of products, they are quickly thrust into a bigger, rapidly growing Operation – 1000s, potentially tens of 1000s of units being shipped, and this transition can be a mean one. Managing this transition requires the ambidextrous qualities of careful orchestration as well as rapid,intuitive decision-making and execution.
This year we got some great data-points. Those at the forefront of Supply and Sales Operations functions– Order Fulfillment, Supply Chain, Channel Sales managers – enjoy a key vantage point to see this transition as it unfolds. This valuable insight (that a young Product company has entered the O-Zone) if utilized in a timely manner can be harnessed for a greater Operating advantage that can be sustainable over several years.
2) Where do the Highest Impact Collaboration initiatives spring from? How? – As young companies enter the Operating Zone of their development cycle, processes and systems related to collaboration cannot be left to chance or management directives. Systematic Collaboration becomes especially critical between functions that may appear to have conflicting objectives and metrics in the near-term – for example, Sales focus on Revenue Growth and Ops on Cost Control. However, collaboration cannot be regimented through management directives. The genesis of high impact collaboration initiatives happens usually in the trenches, and its success rests exclusively on the efforts of those that get the work done. Take the case of ProductCo – a Product Company (all names changed for anonymity).
As volumes have grown quickly at ProductCo, fulfilling orders in a timely manner has become challenging for Operations. Shelley in Supply Chain Ops figures out that she ships a portion of products every week to the same Distribution partners and her colleague on the Channel Sales side – Julia – needs support. Support, so she can systematically compile sales data, interact with her Distribution partners effectively to understand downstream demand and provide quick signals back to Shelley in Ops, with all the data literally at her fingertips. Shelley (Supply Chain) runs this need by her manager, who points them to a systems vendor for brainstorming. Out of Julia (Sales) interactions with the vendor springs a collaborative system which will yield data and demand insights for the ProductCo in the near-term and on an ongoing basis. No major hullabaloo over the choice of systems, just a single-minded focus on working jointly with the vendor, across functions to improve the customer experience – through faster and accurate collaboration utilizing fresh data. All this happened because the initial thought to change came from within, was nurtured by a progressive management and collaboration culture, and effectively implemented working with a solution vendor as a partner.
Leaping forward in 2014.. and beyond
a) Collaborating systematically across functions and partners will gain traction going beyond cookie-cutter approaches : 2014 will see the onset of specialization in a critical collaboration area- Sales & Operations Planning and Execution. Dynamic companies will demand more than the cookie cutter approaches that have been offered to date. Industry specialization, smarter demand management methods, more tailored data and workflow linkages which will result in a faster and smarter collaboration between Sales, Supply Chain and their partners.
b) Leading companies and younger aspirants will refocus on profitability and away from a singular focus on Revenue growth only– Whether motivated by competition, financial valuations, cost of capital or more mundane business prudence, leading Product companies will focus back to product and operational profitability, and will be rewarded richly (http://reut.rs/1hagYpN ). Those that fall short will start seeing their valuations drop, resulting in erosion in market standing over time. Profitable Revenue growth will become the mantra of those who are at the head of the pack and intend to stay there.
c) System Implementation will capture center stage as a core success factor : As the botched rollout of the Affordable Care Act (ACA) website revealed (http://bit.ly/ObamacareIssues), bringing a website “up” is no guarantee of its success. Systems implementation requires a rich, complex set of interconnected activities to be completed in a timely and cost effective manner. This fate has also befallen many a system implementations in the private sector too. Since private companies can afford to throw a blanket of secrecy over such bungling, we hear only of the spectacular failures (http://ubm.io/JpGedn). 2014 and beyond will bring renewed focus to the arts and sciences of effective systems implementation.
The tide is turning. Channel partners and key customers are moving fast to your products..
Just as you were preparing to hear the beautiful humming sound of a well-oiled Operating machine shipping products out – you hear some ugly, jarring noises –
‘Hot-selling product has gone on allocation’
‘Big Channel partners are getting frustrated, as lead times start creeping up’
What happened? The Critical ‘O’-Zone
First, the good news – You have reached a major inflection point in your development cycle. You are no longer a small, obscure supplier waiting for the next large order. Orders are now waiting for you. Congratulations!
The not-so-good news – these orders will not wait long before they jump ship to a competitor.. Channel partners may divert attention to these competitors too.. So, what happened?
You just entered what we call the ‘O’ Zone (the “Operating” Zone). This is that part of your lifecycle (“zone”) when customers want to see you Operate like clockwork– shipping out 10x, 100x or more volume than before, yet meeting delivery dates globally, at attractive price points.
What happens in this vital phase of your Company’s development cycle is going to be determined in a big way by a critical collaboration – Near Real-time Collaboration between your Salesand Manufacturing/ Supply Chain Operations (Ops) team.
What’s causing these pains? No ‘growing pains’ is not a good label. Here is a critical one–
Divergent metrics & its impact on Sales & Operations
Your Sales team is focused on hyper-growth – signing up new Channel partners, winning new deals with end customers despite tough competition.
They are totally focused on order volume (Revenue) metrics, and compensated appropriately. So, they make sure they open up the gates and get more customers, more partners and more orders in. But hold on!
Do they have enough time to pivot to their Ops partners – give them a heads up about new customers, what product forecasts will be like?
Your Ops team, on the other hand, has an increasingly complex balancing act as demand takes off. They can grow their Supply Networks – to an extent (signing up new sources – new CM/ ODMs, new suppliers, etc.) to gain extra capacity, but then they hit the brick wall – of ‘Cost’ centered metrics.
The strains start to show in interactions between Sales & Ops.
The offshoot of all this is not pretty – As orders increase, Ops fulfillment can be in lock step only for a little while, after which demand and supply diverge. For Ops, it becomes a guessing game –
Q. What will Sales sell? How much buffer stock should we keep?
For Sales it becomes a hand-wringing exercise, as they field questions from customers –
Q. When will our orders ship? Why can’t you deliver it sooner?
With ‘Keep cost down’ as the guiding principle for Ops, it becomes a crazy dash to expedite when demand swings up with little notice, flying goods over instead of the more inexpensive modes (sea, rail or road) – depleting margins.
The human costs are bigger – anxieties mount as Sales & Ops try to play a game which looks somewhat like – catch the ball ‘blindfolded’.
Key to growth – A Vital, Systematic collaboration
In the O-Zone (operating zone) we need to play carefully – Pay special heed to the needs of this collaboration which is vital for growth –
Between Sales & Supply Chain Operations
To start off – Metrics need to be aligned.
How about rallying both Sales & Ops around ‘Profitable Growth’ metrics?
Let’s discuss it as a team at the leadership levels first. At a minimum – Sales, Supply Chain Operations, Operational Finance and you, should participate. The dividends of playing smart in the O-Zone are huge – Growth with Profitability – A distinct Operating Advantage. We, at Zyom, will be glad to help and explain further.